聚氨酯漆的施工
时间:2014年09月20日信息来源:本站原创 点击:次
(...继续)
⑵ 聚氨酯漆的施工
⒈工件表面的检查和处理:
检查确认聚氨酯漆底漆是否足够干燥,底漆干燥不够时,涂刮腻子和施工面漆时易出现起皱,甚至会影响底漆与电泳漆或底材的附着力;检查表面所有部位是否有油脂、污垢等及其他会破坏涂膜的附着残留物,油污等附着残留物必需用溶剂擦拭干净。
⒉底漆表面处理:
①缺陷部位(如工件表面不平)处理:用原子灰将缺陷部位刮平(刮腻子前最好打磨已完全固化的底漆表面以增进腻子与底漆间的附着力),待腻子干透后打磨平滑;
②为保证后续涂层对底漆的良好附着力,常温干燥5天以上的底漆,表面必须用砂纸或砂布打磨致无光,打磨腻子部位用粗一点的砂纸,底漆表面用300#以上的砂纸;常温干燥3天以内的底漆,可以不需要整体打磨而直接喷聚氨酯漆面漆。
⒊打磨后表面的处理:
用干净(即:经脱水、脱油)的压缩空气将表面残留的灰尘吹扫干净。表面处理合格后不准再有破坏表面洁净度的任何操 作,尽快进行底漆涂装。
⒋底漆施工:
① 施工条件
底材温度不可低于5°C(常温型),并且至少应当高于空气露点温度3°C以上,温度和相对湿度应当在底材附近测量。在狭窄区域通常需要良好的通风以确保正常干燥。涂层完全固化前,不应曝露于油、化学品或机械应力;
② 施工参数:
| 混合比1 |
(体积) |
A组份(基料):B组份(固化剂)=4:1 |
| 施工粘度2 |
(23℃/Zahn2#/秒) |
18~23 |
| 喷枪口径 |
(mm) |
1.0~1.5 |
| 喷涂距离 |
(cm) |
15~30 |
| 走枪速度 |
(cm/秒) |
50~80 |
| 喷涂道数 |
(道) |
2 |
| 重叠 |
|
1/3~1/2 |
| 每道间隔时间 |
(分钟) |
10~15 |
| 大面积施工压力 |
(kg/cm2) |
3~5 |
| 小面积施工压力 |
(kg/cm2) |
2~3 |
| 混合后使用寿命 |
(小时/20℃) |
≈3 |
注:1使用过程中要求保持搅拌;
2施工粘度视施工设备、环境温度、膜厚要求等进行调整。
③ 施工工艺:
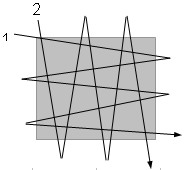
a.水平板面涂装------喷涂方式:十字喷涂,完成一次十字喷涂的路径如下图所示
b.不规则面的涂装------喷涂方式:先将腻子部位薄喷一层,然后喷涂“死角”部位、工件边缘、工件底部等难喷部位,再重点喷涂两侧面(正面部位)

施工注意事项:
a. 聚氨酯漆施工条件:温度不可低于5°C和高于38°C,环境湿度<85%,工件温度高于结露点温度3°C以上;
b.* 涂料施工应使用现场实际使用的施工设备进行辅助空气无气喷涂或常规空气喷涂,辅助空气无气喷涂施工时,喷枪垂直工件表面,距离30~40cm,不要超过45cm,移动速度≤1m/s,聚氨酯漆喷涂宽度为喷枪的喷幅宽度,单位面积覆盖1~2次,首尾收枪,空气压力0.4MPa,第一道施工将涂料完全覆盖工件表面,形成颜色基底;
*第二道需能达到表面均匀、平滑,第一道表面闪干5~10分钟后,就可以喷涂第二道,在粗糙或有腻子的表面上施工时,可以喷涂第三道涂层以达到色彩的统一和最佳的外观效果;
c.涂装前(包括补灰前)将工件打磨好:用400#砂纸打磨致无光,严重时可用400#以下的砂纸打磨如果砂磨不好,可能影响层间附着力.
d.补灰(双组份原子灰或硝基腻子)要干透:如果未干透,腻子易被上涂咬起.
e.如果采用水磨工艺,水磨好的工件要将水份及灰尘清除干净: ①用喷枪吹干水份;②用粘性纱布粘尽灰尘;
f. 如果底面使用腻子,在施工面漆或中涂时必须先将灰(腻子)斑用涂料盖一道,然后整体喷涂面漆或中涂;如果不先喷一道涂料则腻子部位表面粗糙,影响光泽和平滑度;
g. 施工者在施工期间应佩戴符合职业安全与卫生条例的化学防毒面具;
h.为达到颜色均匀并形成完整的防护涂膜层,施工膜厚会因施工表面状况的不同和施工人员与工件的距离的多少而浮动。 在任何区域的施工后最小干膜厚度应为40微米,推荐在施工过程中使用“湿膜测试器”;
i. 每一道施工都应均匀地横向施工,然后再纵向均匀交迭(可保证涂膜厚度均匀一致); 两道涂层的施工一般须在漆膜指触干的时间范围内下完成, 应当对施工过程进行安排,尽量在每次停枪喷涂时,停止点落在开始处、圆柱或角落上;
j. 如果因颜色的不一致,或聚氨酯漆喷涂结束处等等不如意处存在,要求施工人员重涂该表面。如果要求进行重新喷涂,应在自然终结点上停止喷涂。
k. 涂装完面漆后应于70℃下烘30分钟(保持)待工件冷却致常温方可贴胶带,如果烘烤不够或温度较高时粘胶带则会留下胶带痕.
(待续...)
本文关键词:聚氨酯面漆的施工 底漆的表面处理 底漆的施工条件和参数 聚氨酯面漆施工注意事项 庞大化工
相关文章推荐:氟碳漆施工·环氧漆施工
(作者:admin 编辑:admin)

